




在西北地区制造业升级背景下,甘肃激光切割服务广泛应用于机械制造、建筑装饰、能源设备等领域。随着加工精度要求的提升,用户对甘肃激光切割在不锈钢板材加工中的工艺参数、效率优化及成本控制提出了更高要求。当前,客户普遍关注甘肃激光切割如何高效处理不锈钢板材、不同厚度材料的切割参数设置,以及加工过程中的质量控制要点。本文将围绕这些核心问题,结合实际生产数据,提供系统性技术指导,助力企业提升加工效率与成品质量。
不锈钢板材激光切割的参数设置与优化
不锈钢因其耐腐蚀、强度高而被广泛使用,但其导热性差、熔点高,对激光切割工艺提出了特殊要求。合理设置切割参数是确保切口质量与加工效率的关键。
主要参数包括:激光功率、切割速度、辅助气体压力、焦点位置。以304不锈钢为例,1mm厚度板材通常采用1000W激光器,切割速度设定在3.5-4.2m/min,氮气压力0.8-1.0MPa,可获得光滑无毛刺的切面。随着厚度增加,参数需相应调整。例如,6mm不锈钢需使用3000W以上激光器,速度降至1.0-1.3m/min,氧气辅助可提高切割效率,但切面会形成氧化层。
(案例:某制造企业加工2mm 304不锈钢板,初始参数切割速度为2.8m/min,出现挂渣现象;经调整至3.6m/min并优化焦点位置后,表面粗糙度Ra值从12.5μm降至6.3μm,每小时产能提升22%)
建议建立参数数据库,按材料类型、厚度、气体类型分类存储。对于批量生产,可启用自动调参功能,减少人工干预。碳钢切割可使用氧气作为辅助气体,利用氧化反应放热提升速度;而不锈钢和铝材则推荐氮气或氩气,以保证切面清洁。
不同厚度金属材料的加工效率分析
甘肃激光切割的适用材料厚度范围广泛,从0.5mm薄板到25mm中厚板均可处理,但加工效率随厚度增加呈非线性下降。
以常见碳钢为例,1mm板材切割速度可达10m/min以上,每小时可完成数百个标准零件;10mm板材速度降至2.5m/min左右,效率下降约75%。对于20mm以上厚板,部分企业采用高功率光纤激光器(6000W-12000W),配合多道次切割工艺,确保切口垂直度与一致性。
(案例:某项目需加工12mm Q235钢板,使用4000W激光器单道切割,底部出现明显锥度;改为“预切+精修”两道工艺后,锥度控制在0.15mm以内,虽耗时增加18%,但后续焊接装配精度显著提升)
不同材料的加工效率差异显著:相同厚度下,碳钢切割速度最快,不锈钢次之,铝合金最慢(因反射率高、导热快)。建议在排料时优先集中同材质、同厚度工件,减少换气与调参时间,提升设备利用率。
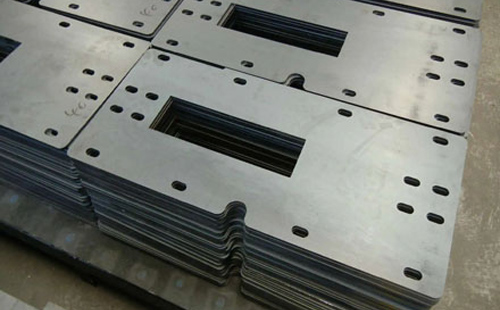
激光切割加工中的质量控制与常见问题应对
高质量的甘肃激光切割成品应具备切口平整、无毛刺、尺寸精准、热影响区小等特点。实际生产中,常见问题包括切口挂渣、过烧、尺寸偏差和穿孔不良。
切口挂渣多因速度过慢或气体压力不足导致,可通过提高速度或加大气压改善。过烧现象(切口边缘熔化)通常由焦点位置过高或功率过大引起,应重新校准光路。尺寸偏差可能源于机床导轨误差或材料热变形,建议定期校准设备,并采用嵌套排料减少热应力集中。
(案例:某批次1.5mm镀锌板切割后出现边缘发黑,检测发现辅助氮气纯度仅为98.5%;更换为99.99%高纯氮后,切面光洁度达标,客户验收合格率从82%提升至99%)
日常维护对质量稳定至关重要。建议每日清理镜片与喷嘴,检查冷却系统水温(应控制在20±2℃),每周润滑导轨,每月进行激光头光路校准。设备运行环境应保持清洁、干燥,避免粉尘进入光学系统。
综上所述,甘肃激光切割在不锈钢及其他金属材料加工中具有高精度、高灵活性的优势。通过科学设置工艺参数、合理规划加工流程、严格执行质量控制措施,企业可显著提升生产效率与产品一致性,满足多样化制造需求。
 甘公网安备:62012102000534号
甘公网安备:62012102000534号